










完成人
季晨曦、張丙龍、陳 斌、于會(huì)香、俞學(xué)成、劉 洋、田貴昌、劉國(guó)梁、劉建斌、鄧小旋、朱志遠(yuǎn)、劉延強(qiáng)、楊春寶、劉珍童、王 策
完成單位
首鋼集團(tuán)有限公司、北京科技大學(xué)、首鋼京唐鋼鐵聯(lián)合有限責(zé)任公司、北京首鋼股份有限公司
研究的背景與問(wèn)題
隨著國(guó)民經(jīng)濟(jì)發(fā)展和產(chǎn)業(yè)結(jié)構(gòu)升級(jí),高鋁鋼及微合金鋼等高端鋼鐵材料廣泛應(yīng)用于汽車(chē)、能源電力、海洋工程、船舶等重點(diǎn)領(lǐng)域,高效連鑄生產(chǎn)的技術(shù)質(zhì)量問(wèn)題日益凸顯。如汽車(chē)用DP、TRIP鋼因鋼中Al含量高達(dá)1.0%以上,不僅難以實(shí)現(xiàn)多爐連澆,而且連鑄板坯存在橫向凹陷、裂紋、斷坯等問(wèn)題;高等級(jí)橋梁鋼、高強(qiáng)鋼、能源鋼、管線(xiàn)鋼等因添加Nb、V、Ti等微合金元素,熱裝鑄坯軋后鋼板表面容易出現(xiàn)裂紋。這些難題不僅影響生產(chǎn)效率,還會(huì)造成資源和能源浪費(fèi)。此外,隨著用戶(hù)的個(gè)性化需求增多,微合金鋼品種、規(guī)格、連鑄短澆次增多,微合金鋼連鑄漏鋼風(fēng)險(xiǎn)增大,直接影響高效連鑄過(guò)程的穩(wěn)定性。相對(duì)于普通鋼材,高鋁鋼和微合金鋼元素多且含量高,質(zhì)量控制難度大、工藝復(fù)雜。原有的高效穩(wěn)定工藝技術(shù),已無(wú)法適應(yīng)高鋁鋼和微合金鋼生產(chǎn)需求,具體體現(xiàn)在:
?。?)高鋁鋼保護(hù)渣易反應(yīng)變性,粘結(jié)報(bào)警頻繁,連鑄可澆性差,板坯表面裂紋多,必須下線(xiàn)清理。針對(duì)高鋁鋼板坯連鑄,韓國(guó)浦項(xiàng)制鐵開(kāi)發(fā)了液態(tài)保護(hù)渣技術(shù),將鈣鋁系保護(hù)渣加熱熔化后流入結(jié)晶器,控制渣圈達(dá)到改善板坯表面質(zhì)量的目的;國(guó)內(nèi)也有企業(yè)直接采用低堿度、低熔點(diǎn)鈣硅系保護(hù)渣或者直接采用鈣鋁系保護(hù)渣的成功先例。這些技術(shù)極大促進(jìn)了高鋁高錳鋼的開(kāi)發(fā)與應(yīng)用,但均未實(shí)現(xiàn)常規(guī)拉速的多爐連澆。
?。?)Nb、V、Ti微合金橋梁鋼、高強(qiáng)鋼、能源鋼、管線(xiàn)鋼等高等級(jí)鋼實(shí)現(xiàn)高溫?zé)嵫b(兩相區(qū))難度大,鋼板易產(chǎn)生紅送裂紋。針對(duì)高等級(jí)微合金高強(qiáng)鋼板的熱裝紅送裂紋,國(guó)內(nèi)外普遍采用板坯下線(xiàn)控溫、專(zhuān)用淬火池及鑄坯切割后淬火等方式,鑄坯熱量損失大,生產(chǎn)效率低,表層組織細(xì)化和抑制第二相粒子析出的效果不充分。
?。?)高性能產(chǎn)品在產(chǎn)量快速增長(zhǎng)的同時(shí),品種、規(guī)格和質(zhì)量個(gè)性化的要求也大幅度增加,給連鑄批量高效生產(chǎn)提出了嚴(yán)苛的要求。同時(shí),異鋼種連澆、在線(xiàn)調(diào)寬等技術(shù)的推廣應(yīng)用,也給連鑄恒拉速生產(chǎn)和不漏鋼帶來(lái)了極大的挑戰(zhàn)。
解決問(wèn)題的思路與技術(shù)方案
圍繞以上高效化連鑄的關(guān)鍵問(wèn)題,首鋼與北京科技大學(xué)長(zhǎng)期開(kāi)展合作,進(jìn)行高鋁鋼及微合金鋼板坯連鑄關(guān)鍵技術(shù)攻關(guān)。首先針對(duì)高鋁鋼的凹陷、裂紋、斷坯和連鑄過(guò)程粘結(jié)報(bào)警問(wèn)題,研究發(fā)現(xiàn)了結(jié)晶器保護(hù)渣渣圈對(duì)鑄坯表面橫向凹陷、裂紋和粘結(jié)報(bào)警的影響規(guī)律,從彎月面鋼水流動(dòng)性、保護(hù)渣反應(yīng)性等方面抑制渣圈長(zhǎng)大,并通過(guò)結(jié)晶器小負(fù)滑脫振動(dòng)控制渣圈周期性脫落,減小渣圈對(duì)初生坯殼的擠壓變形,進(jìn)而減小其對(duì)橫向凹陷和裂紋的不利影響,實(shí)現(xiàn)高鋁鋼高質(zhì)量穩(wěn)定澆鑄,板坯裂紋發(fā)生率逐年降低。同時(shí),開(kāi)發(fā)了結(jié)晶器內(nèi)坯殼均勻凝固技術(shù),提高了微合金鋼板坯連鑄拉速,降低了板坯縱裂紋發(fā)生率。在改善鑄坯質(zhì)量的基礎(chǔ)上,針對(duì)鑄軋界面微合金鋼因紅送裂紋不能高溫?zé)嵫b的問(wèn)題,對(duì)鑄機(jī)末段進(jìn)行改造,實(shí)現(xiàn)鑄坯在線(xiàn)高溫快冷,最有效地抑制了析出物、細(xì)化了微觀組織,并基于軋制過(guò)程鑄坯表層應(yīng)力分析和組織轉(zhuǎn)變冷速分析,首次開(kāi)發(fā)了基于連鑄機(jī)二冷段的板坯熱裝預(yù)處理工藝,實(shí)現(xiàn)了設(shè)備、工藝技術(shù)和控制系統(tǒng)的集成。針對(duì)高鋁鋼及微合金鋼品種多,規(guī)格多、個(gè)性化要求多的問(wèn)題,為進(jìn)一步提高連鑄過(guò)程的穩(wěn)定性,實(shí)現(xiàn)跨鋼種族混澆和恒拉速結(jié)晶器大幅調(diào)寬不漏鋼,研究了調(diào)寬過(guò)程中窄面銅板的溫度波動(dòng)規(guī)律,開(kāi)發(fā)了恒拉速結(jié)晶器雙向高效調(diào)寬技術(shù);開(kāi)發(fā)了耦合中間包和結(jié)晶器混合過(guò)程的混澆成分預(yù)測(cè)模型,準(zhǔn)確預(yù)測(cè)了結(jié)晶器內(nèi)鋼液成分,為結(jié)晶器錐度、水量等工藝參數(shù)實(shí)時(shí)調(diào)整提供了依據(jù),解決了跨鋼種族連澆容易發(fā)生的漏鋼問(wèn)題。
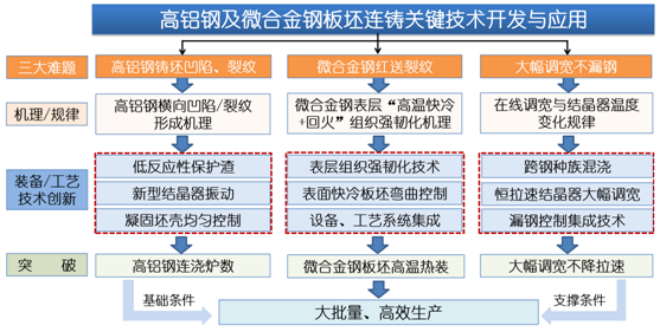
圖1 項(xiàng)目總體研發(fā)思路
主要?jiǎng)?chuàng)新性成果
該項(xiàng)目取得重要科技創(chuàng)新如下:
?。?)揭示了高鋁鋼([%Al]≥1.0)連鑄板坯的橫向凹陷、裂紋、斷坯等缺陷的形成機(jī)理,開(kāi)發(fā)出“結(jié)晶器電磁攪拌+大傾角水口”等連鑄坯殼均勻控制技術(shù),提出并實(shí)現(xiàn)了結(jié)晶器非正弦小負(fù)滑脫新型振動(dòng)模式,缺陷發(fā)生率降低至0.1%,拉速?gòu)?.8 m/min提高至1.2 m/min以上,高鋁鋼連澆爐數(shù)提高到5爐以上;
?。?)針對(duì)微合金鋼連鑄板坯熱裝易出現(xiàn)的紅送裂紋難題,開(kāi)發(fā)出鑄機(jī)扇形段內(nèi)板坯熱裝表面在線(xiàn)預(yù)處理裝備、工藝及控制系統(tǒng)成套技術(shù),設(shè)計(jì)了大流量噴嘴最佳布置方式,研究得到了鑄坯表面起始冷卻溫度、冷卻速度等關(guān)鍵參數(shù),開(kāi)發(fā)了連鑄板坯外弧/內(nèi)弧最佳水量比控制工藝,解決了熱裝預(yù)處理快冷條件下鑄坯易彎曲的關(guān)鍵難題,實(shí)現(xiàn)微合金鋼鑄坯熱裝的表面溫度控制在650℃以上;
?。?)開(kāi)發(fā)了跨鋼種族混澆技術(shù)和結(jié)晶器大幅調(diào)寬技術(shù),解決了跨鋼種族混澆和結(jié)晶器在線(xiàn)調(diào)寬量大易漏鋼的難題,實(shí)現(xiàn)了恒拉速結(jié)晶器單次調(diào)寬量400mm以上,多品種、多規(guī)格單澆次連鑄16.9萬(wàn)噸,單臺(tái)鑄機(jī)連續(xù)生產(chǎn)1350萬(wàn)噸未漏鋼。
應(yīng)用情況與效果
首鋼與北京科技大學(xué)長(zhǎng)期開(kāi)展合作,進(jìn)行高鋁鋼及微合金鋼板坯連鑄關(guān)鍵技術(shù)攻關(guān)。累計(jì)實(shí)現(xiàn)經(jīng)濟(jì)效益2.87億元,授權(quán)發(fā)明專(zhuān)利10項(xiàng),中國(guó)鋼鐵工業(yè)協(xié)會(huì)組織科技成果評(píng)價(jià),專(zhuān)家組一致認(rèn)為“該項(xiàng)成果總體技術(shù)達(dá)到國(guó)際領(lǐng)先水平”。
經(jīng)過(guò)長(zhǎng)期連鑄工業(yè)實(shí)踐和系統(tǒng)攻關(guān),發(fā)現(xiàn)并揭示了高鋁鋼粘結(jié)報(bào)警及橫向凹陷機(jī)理。從工藝上對(duì)結(jié)晶器振動(dòng)、保護(hù)渣性能以及結(jié)晶器表面流動(dòng)進(jìn)行了優(yōu)化,實(shí)現(xiàn)300噸鋼包產(chǎn)線(xiàn)實(shí)現(xiàn)高鋁鋼([%Al]≥1.0)單澆次穩(wěn)定澆鑄1500噸以上。連鑄拉速?gòu)?.8 m/min提高至1.2 m/min。
采用本項(xiàng)目研發(fā)成果后,首鋼京唐厚板坯熱裝表面溫度從200℃提升到650℃以上,全面覆蓋中碳含鈮鋼、亞包晶鋼等裂紋敏感鋼種,解決了連鑄板坯高溫?zé)嵫b鋼板紅送裂紋問(wèn)題,實(shí)現(xiàn)高等級(jí)鋼種(高強(qiáng)鋼Q690、管線(xiàn)鋼X70、橋梁鋼Q500E-H等及以上級(jí)別)鑄坯熱裝。熱裝溫度提高后,節(jié)能降耗效果顯著。氧化鐵皮厚度從2.3 mm降至1.2 mm。該項(xiàng)目實(shí)施,有效推動(dòng)了鋼鐵企業(yè)節(jié)能降耗,為鋼鐵企業(yè)實(shí)現(xiàn)低碳、綠色冶金提供了新的途徑和方向。
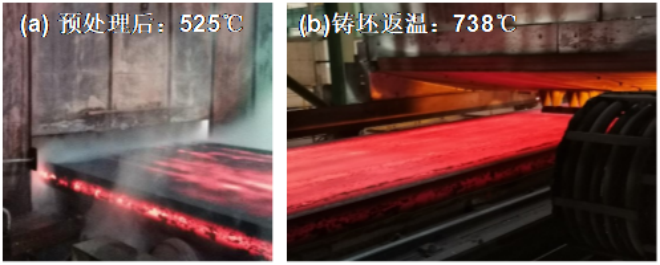
圖2 鑄坯表面溫度與形貌:(a)預(yù)處理后;(b)鑄坯返溫后
開(kāi)發(fā)的跨鋼種族混澆技術(shù)和結(jié)晶器大幅調(diào)寬技術(shù),解決了跨鋼種族混澆和結(jié)晶器在線(xiàn)調(diào)寬量大易漏鋼的難題,實(shí)現(xiàn)了多品種、多規(guī)格單澆次連鑄16.9萬(wàn)噸,單臺(tái)鑄機(jī)連續(xù)生產(chǎn)1350萬(wàn)噸未漏鋼,1.4m/min恒拉速單次在線(xiàn)調(diào)寬達(dá)到400mm。
開(kāi)發(fā)的系列高鋁冷軋高強(qiáng)鋼批量應(yīng)用于奔馳、一汽等車(chē)企,有力地支撐了汽車(chē)行業(yè)的輕量化。板坯熱裝溫度及比例提高,實(shí)現(xiàn)減排CO2達(dá)10.8kg/t鋼。
